


舒城县位于安徽省大别山东部,茶业是山区特色优势产业,全县约有茶农20万人。舒城产茶历史久远,以“舒城小兰花”最为知名,该茶以其特有的兰花清香以及兰花状外形而著称。我国著名茶学专家陈椽教授在《安徽茶经》中曾记录:“当地士绅阶层极为讲究兰花茶生产”。兰花茶依据采制要求的不同,分为小兰花茶与大兰花茶,大兰花多采用一芽三叶至五叶,长6~10 cm的原料,小兰花多采用一芽二、三叶,长3~4 cm的原料。近年来由于小兰花茶的经济效益更好,故大多数早春时节的鲜叶用于制作小兰花茶。
春末夏初时期由于鲜叶逐渐粗老,价格降低,多数茶区往往只在春季采摘一季,夏、秋季茶鲜叶普遍弃采,资源浪费严重。若能充分利用春末夏初乃至秋季的鲜叶,用于生产大兰花茶,将有效提高鲜叶的利用率,提高当地茶农的经济收入,助力当地乡村振兴,具有显著的经济价值和社会效益。为开发大兰花茶产品,文章开展了大兰花茶机械化加工生产线设计与加工工艺研究,旨在解决大兰花茶生产过程中的技术难题,实现大兰花茶标准化加工。目前,已经建成机械化、连续化、清洁化生产线一条,首批大兰花产品已投放市场。文章将讨论大兰花茶生产线设计与集成,以及茶叶加工过程中的技术难点。

▲ 安徽兰祥园茶业
01
生产线构成与设备组成
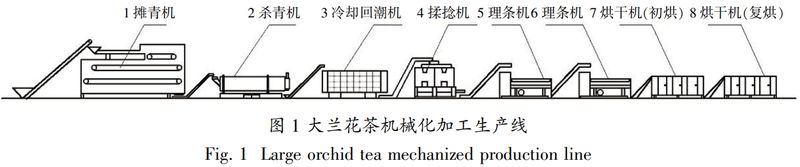
大兰花茶是一种烘青绿茶,其加工工艺为摊青、杀青、冷却、揉捻、理条、初烘、复烘。根据大兰花茶连续化、机械化加工要求与工艺流程设计,在安徽兰祥园茶业有限公司集成首条大兰花茶连续化加工生产线,设计产量100 kg/h,主要设备配置如图1所示。
1、摊青模块
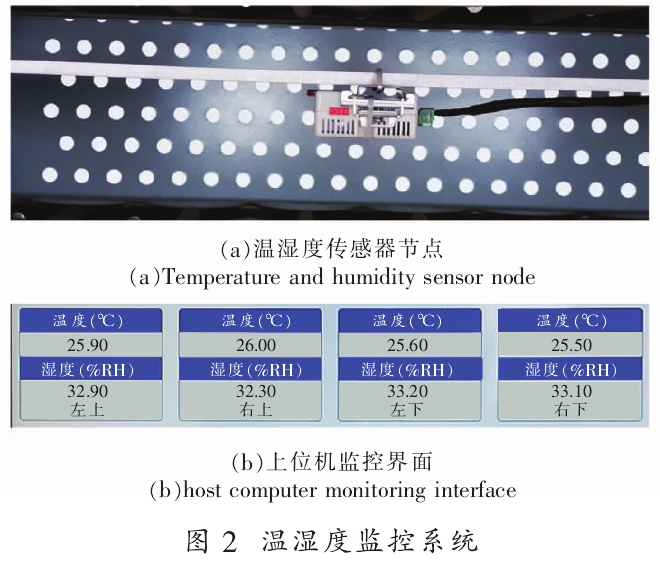
根据大兰花茶加工工艺要求,设计采用多层式自动摊青机组,选型为上洋机械6CWD80型摊青机,该摊青机为网带式结构,摊青面积80 m2,一次可摊放鲜叶约1000 kg。该设备具有可变频调速的移动布料装置,可有效调节上料速度。同时具有通风、加湿装置,能有效调节摊青机内部温度,避免长时间摊青造成温度过高,出现叶片发红的情况。但是该设备缺乏温湿度传感器,同时由于箱体内部空间较大,为了避免参数分布不均匀的情况,故在摊青机内部安装了4个温湿度传感器,全面检测温湿度情况,同时可将温湿度实时数据反馈至现场监控,如图2所示。
2、杀青摊凉模块
摊放后的茶鲜叶通过鲜叶输送机送入滚筒杀青机中进行杀青,杀青结束后,将杀青叶送入冷却回潮机进行摊凉回潮,使叶片水分重新分布,叶片也会变得相对柔软,便于在做形工艺中使叶片成条。生产线杀青机为60型滚筒杀青机,型号为6CST-60,该设备杀青品质良好,且具有排风装置,便于湿热气体散发,杀青温度220 ℃,投叶量90 kg/h。连接杀青机与回潮机的输送带上方,也装有若干轴流风机,用于吹冷杀青叶,辅助冷却。回潮机选型为6CLHC6,为网袋式结构,可调速。
3、做形模块
做形模块包含揉捻、理条机组。揉捻机组型号为6CRS55(2),每组2台,每桶装叶约30 kg,具有自动下料功能,手动加压,揉桶、揉盘、揉筋均使用不锈钢材料,操作按钮安装在机架上,便于操作。该机组实现了揉捻作业过程连续化、清洁化生产,减少人工接触二次污染,提高了工作效率。完成揉捻工艺后,进入连续理条机组进行理条作业。两台理条机串联布置,通过往复连续摆动,将茶叶的条形理直。
4、烘干模块
烘干分为毛火和足火两个阶段,均采用烘干机作业,采用烘干机分别为岳西县同发机械有限公司生产的网袋定型连续烘干机6CHWDL-12和上洋机械生产的6CHB-10型茶叶烘干机。大兰花茶生产线选用烘干设备,主箱体采用多层搭接式结构,增加烘干有效时间,满足连续化作业要求。毛火阶段,叶料应薄摊,厚度在1 cm左右;足火阶段,叶料厚度在1.5~2 cm左右,摊叶应相对均匀。毛火的烘干温度可在110 ℃,烘干5~10 min左右;足火阶段的烘干温度约为90 ℃,烘干至含水量在5%左右。
02
大兰花茶加工工艺特点
大兰花茶加工过程中存在两个难点问题,一方面由于鲜叶外形较大,在加工过程中如何做形,避免外形散乱,制成具有兰花状外形的干茶;另一方面,由于采用晚春、初夏时节的鲜叶,内含物质相对早春鲜叶更为丰富,茶多酚与氨基酸比率较高,这就导致茶叶的苦涩味较重,如何降低大兰花茶的苦涩味,也是加工中的难点问题。
1、鲜叶摊青
鲜叶在摊放期间,随着水分的减少,多酚氧化酶、蛋白水解酶等活性增强,茶多酚发生降解作用,蛋白质发生水解导致游离氨基酸含量增加。因此,延长摊青时间被认为能够显著改善茶叶的苦涩味。杨清平等研究了鄂北地区绿茶加工工艺,摊放时间在4 h左右,摊青叶含水率在70%左右,能够有效改善夏秋茶的滋味品质,苦涩味明显减弱,香气也有所改善。常硕其等针对湖南产区的绿茶,通过加工工艺对比,发现经过8 h左右的摊青,能够提高氨基酸含量,降低酚氨比,有效提高其滋味品质。敖存等探讨了在控制温度与湿度条件下,延长摊青时间的效果,结果表明控制适当的温度与湿度可以降低水分散失,在较长时间保持鲜叶的鲜活程度,有利于酶催化反应,对香气的形成有利。尹军峰等分析了名优绿茶鲜叶摊放过程中主要生化成分的动态变化,该项研究更为细致地揭示出氨基酸随摊青时间的变化规律,氨基酸各组分总量并不是随摊青时间增加而单调增加的,其摊放后期含量也有一定下降,在鲜叶含水率达到70%时达到最大值。因此,掌握好鲜叶摊放时间和程度,更有利于提高茶叶滋味品质。
针对大兰花茶摊青工艺优化问题,拟采用摊青机摊放8~12 h,由于大兰花茶生产时间主要集中在5~6月,环境温度较高,为避免鲜叶出现“红叶”现象,摊青机需具备温湿度检测传感器,同时具有通风、加湿功能。摊青过程中将温度维持在20~25 ℃,湿度维持在60%~80%。
2、杀青
杀青工艺对于茶叶品质的形成也有着重要的影响。近年来,有学者探讨了新型杀青工艺对减轻茶叶苦涩味的影响,分别对比了不同杀青方式对茶叶苦涩味的影响,一般认为不同杀青方式对绿茶的苦味强度为:滚筒杀青>蒸汽杀青>微波杀青;涩味强度为:蒸汽杀青>滚筒杀青>微波杀青。
针对大兰花茶杀青工艺问题,由于设备条件限制,仍然采用滚筒杀青机作为杀青机械。从生产试验效果分析,需要把握以下要点:(1)大兰花茶所用鲜叶,相对于初春鲜叶,较为粗老,因此要控制好杀青温度“老叶嫩杀”,避免叶片失水过多,在后期做形工艺中出现大量碎片;(2)控制好投叶量,保证“杀透”,避免干茶中出现青草气。杀青温度约220 ℃,杀青时间约1~2 min。
3、做形
茶叶的做形工艺包括冷做形(揉捻)和热做形(理条),茶叶的做形工艺不但影响茶叶的外观品质,还影响其滋味品质,尤其对其苦涩味的生成有重要影响。银霞等通过分析不同揉捻工艺和茶多酚、氨基酸、咖啡碱等化学成分的相关性,并结合感官审评的结果,发现由于加压揉捻会导致茶多酚的浸出率增加,因此揉捻程度相对于揉捻时间对苦涩味的影响更大。王辉等探讨了制茶工艺与主要滋味成分含量的变化关系,同样认为揉捻提高了茶叶细胞的破损率,增加泡茶时的水浸出物。刘晓博等讨论了机械做形对贵州卷曲形茶品质的影响,正交试验的感官审评结果表明加压力度对外观品质影响最大,加压力度大,成条率高,外观评分高;但外观品质和滋味品质是矛盾关系,外观品质好的样本,苦涩味也较重。从总体评分来看,不宜采用较高的压力,而影响茶叶的滋味品质。罗红玉等对比了不同变温变频理条工艺对针形茶品质的影响结果发现,理条温度、频率宜先高后低,前期高温高频利于快速提升叶温,后期低温低频可以避免叶片黄枯。陈根生等优化了针芽形绿茶加工工艺参数,研究结果表明理条级数对成条率影响极为显著,理条温度的影响也较为显著,当采用三级连续理条工艺,成条率达到80%以上。

做形工艺对于大兰花茶的外观、滋味品质,均有显著影响,从绿茶加工研究现状来看,成条率和滋味品质呈矛盾关系。在揉捻环节,为了避免茶汤出现严重的苦涩味,不宜采用重压揉捻的方式,而采用轻度揉捻,适当延长揉捻时间。为了保证较高的成条率,将采用二级连续理条工艺,减少茶叶外形散乱的情况,保证其外观品质。
4、烘干
烘干也是茶叶加工过程中一个重要的环节,该工序减少茶叶中水分,起到稳定品质、提升香气的作用。敖存等研究了烘焙技术对中低档绿茶滋味品质的改善效果,结果表明烘焙能够去除茶叶的杂味,降低青草气,提升香气,在烘焙过程中,酚氨比变化不明显。文献同时指出,烘焙时间不宜过长,会产生焦味,影响茶叶品质。许伟等也有类似的结论,认为酚氨比、简单儿茶素/酯型儿茶素比这两个指标在干燥阶段趋于稳定。张俊等讨论了烘焙处理对绿茶香气品质的影响,通过GC-MS分析对照感官审评结果,认为随着烘焙时间延长,表征香气品质的醇类物质含量下降,而吡咯类物质含量相对增加,这造成茶叶的火工味凸显。
FENG等揭示了兰花香型茶叶香气的主要贡献物为顺式表茉莉酸甲酯,但它们的含量和比例与制茶过程以及随后的存储条件密切相关,制茶过程中的高温不利于顺式茉莉酸甲酯的产生。为了保留兰花茶特殊的香气,烘干过程不宜采用高温。最大程度保留香气成分,采用低温烘干的加工工艺。设计毛火温度不低于110 ℃,足火温度不低于90 ℃。
03
不同加工方式的大兰花茶品质分析
生产试验鲜叶来源于舒城县河棚镇,生产时间为每年的4月底至5月下旬。文章将生产线加工产品与传统人工加工产品做了对比,舒城兰花茶传统制作工艺是手工制作,其工艺为生锅杀青、熟锅杀青做形、炭火烘笼初烘、足烘。采用特制的竹丝把在两口并连的锅灶中完成杀青、做形。

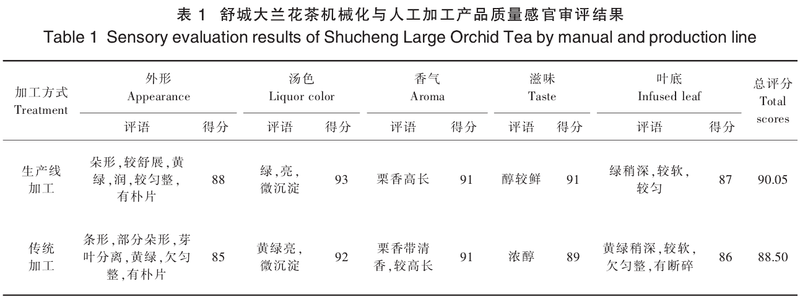
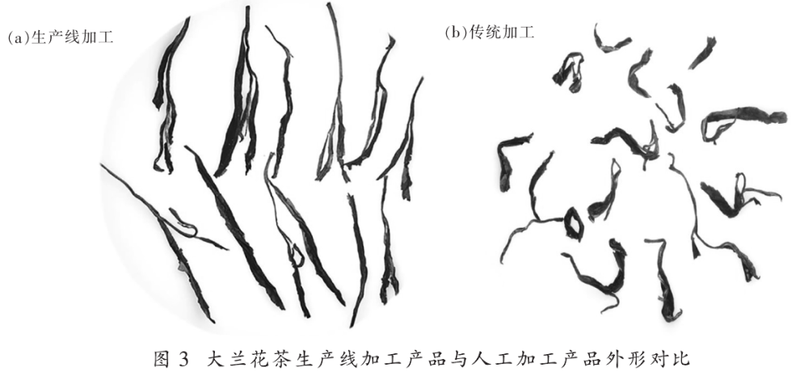
对两种方式加工的产品进行感官审评,感官审评标准参考国家标准GB/T 23776—2018执行,外形、汤色、香气、滋味、叶底五项质量因子的权重分别为25%、10%、25%、30%、10%,感官审评结果如表1所示。两类产品的外形照片如图3所示,图3(a)为生产线加工产品,图3(b)为人工加工产品。通过对比其形状可以看出,生产线加工产品条形紧细、匀齐,外形舒展,呈朵形;而人工采用竹丝把回旋翻炒,茶叶条形整体较为卷曲,匀整度不高,且存在短钝、破碎的情况。
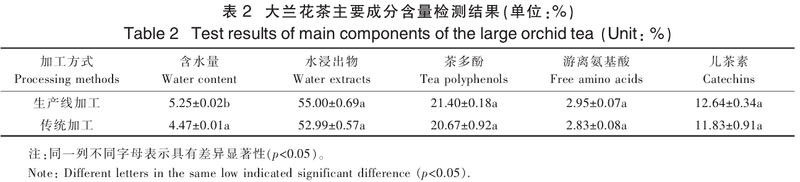
对两种产品主要内含成分的检测方法依据相关国家标准开展,其中茶多酚、儿茶素含量测定按照GB/T 8313—2018《茶叶中茶多酚和儿茶素含量的检测方法》执行;氨基酸含量测定按照GB/T 8314—2013《茶 游离氨基酸总量的测定》执行;水浸出物含量按照GB/T 8305—2013《茶 水浸出物测定》执行;水分测定采用GB/T 8304—2013《茶 水分测定》执行。每种产品设置3个平行样,对于主要内含成分的分析结果如表2所示。对比不同加工方式的理化成分发现,人工加工产品与生产线加工产品仅在含水率上存在显著性差异(p<0.05),而其他主要理化成分水浸出物、茶多酚、氨基酸、儿茶素均没有显著性差异(p>0.05)。
对比两种加工方式可以发现,相对于传统的人工加工产品,生产线加工产品的主要化学成分含量变化不大,这意味着它们的滋味品质较为接近,但是生产线加工产品的条形较前者更为紧细、匀齐,外观品质有一定改善。这和感官审评的结果较为一致。若采用人工加工,摊青环节每天需要2名工人,人工炒茶生产效率约为1 kg/h,以每天工作8 h计算,产量约为8 kg/d,以每天加工400 kg茶叶计算,需要50名炒茶工人。而采用文章提出的生产线制茶速度最高可达100 kg/h,仅需要4名工人维持生产线运行,不但极大地节约了劳动力,降低了人工成本,而且还保证了产品质量的标准化。
04
讨 论
文章面向舒城大兰花茶机械化加工工艺与生产线构建问题,开展工艺与生产线设计工作。为解决加工工艺中的两个难点,即如何减轻苦涩味和如何提高外形品质,提出了针对性的解决方案;并基于大兰花茶的加工工艺,结合企业实际情况,完成了生产线设计。生产出的大兰花茶产品,一致性较好,经感官审评结果表明,产品外形舒展似兰花状,条形较为匀整。经冲泡后,汤色绿亮,香气栗香高长,滋味醇较鲜,叶底绿稍深、较匀,基本达到预期质量要求。该生产线实现了大兰花茶连续化、机械化、自动化加工,相对于传统的单机人工加工,显著提高了加工效率,随着产能的增加,收购茶农鲜叶的数量也随之提升,增加了当地农民的收入,具有较好的经济效益与社会效益。

来源:中国茶叶加工
如涉及版权问题请联系删除










